 聯(lián)系電話:13961737037
聯(lián)系電話:13961737037
產(chǎn)品列表
精密零部件加工
精密零部件加工
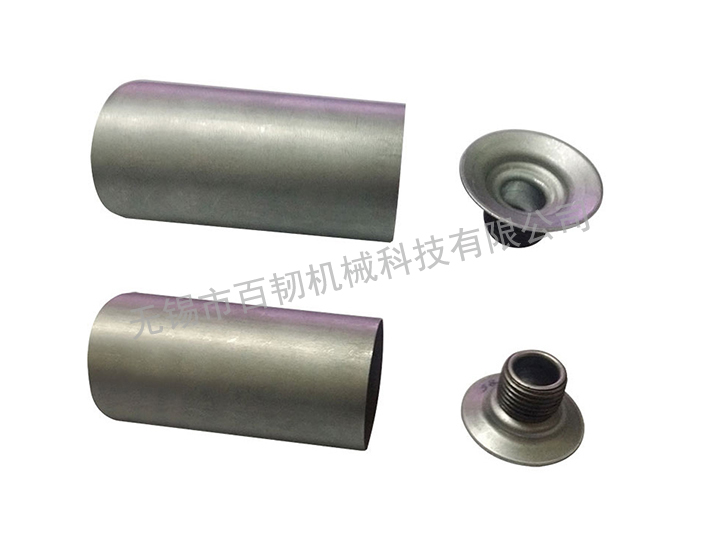
精度與效率是超精密零部件加工永恒的主題。先通過(guò)提高機(jī)床轉(zhuǎn)速和刀具進(jìn)給速度來(lái)縮短加工時(shí)間。以往商用超精密機(jī)床主軸轉(zhuǎn)速為 3000r/min,現(xiàn)已有 15000r/min的機(jī)床出售。采用直線電機(jī)可提高進(jìn)給回程速度,芯片封裝設(shè)備的運(yùn)動(dòng)加速度可達(dá)10g 以上。其次是通過(guò)提高運(yùn)動(dòng)部件剛度來(lái)提高精度和效率,如高剛度空氣軸承(多孔質(zhì)取 代小孔節(jié)流)、液體靜壓軸系(液壓油和純水軸承)等,還可采用補(bǔ)償軟件進(jìn)一步提高加工精度。
總的來(lái)說(shuō),固著磨粒加工不斷追求著游離磨粒的加工精度,而游離磨粒加工不斷追求的是固著磨粒加工的效率。當(dāng)前超精密加技術(shù)(如CMP、EEM等)雖能獲得高的表面質(zhì)量和表面完整性,但以犧牲加工效率為保證。超精密切削、磨削技術(shù)雖然加工效率高,但無(wú)法獲得如CMP、EEM一樣的加工精度。探索能兼顧效率與精度的加工方法,成為超精密零部件加工領(lǐng)域研究的目標(biāo)。半固著磨粒加工方法的出現(xiàn)即體現(xiàn)了這一趨勢(shì)。另外,電解磁力研磨、磁流變磨料流加工等復(fù)合加工方法的誕生也是趨勢(shì)表面。
當(dāng)今企業(yè)間的競(jìng)爭(zhēng)趨于白熱化, 高生產(chǎn)效率越來(lái)越成為企業(yè)賴以生存的條件之一。在這樣的背景下,出現(xiàn)了“以磨代研”甚至“以磨代拋”的呼聲。另一方面,使用一臺(tái)設(shè)備完成多種加工(如車削、鉆削、銑削、磨 削、光整等)的趨勢(shì)越來(lái)越明顯。




